Soluciones
Compacto, ligero y ecológico.
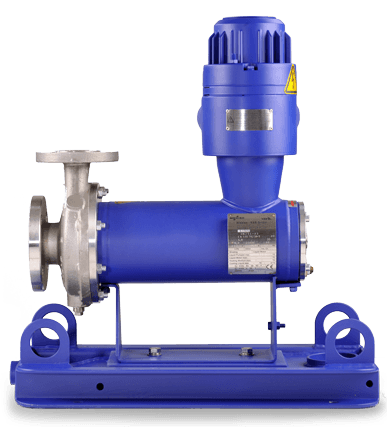
Con la bomba de motor enlatada NIKKISO Non-Seal®, LEWA ofrece soluciones adecuadas en una amplia variedad de áreas. Desde almacenamiento en frío, enfriamiento y congelación hasta bombas para áreas peligrosas.
Ventajas de la bomba de motor enlatado NIKKISO Non-Seal® en tecnología de refrigeración:
- Diseño compacto
- Fácil instalación
- Nivel de ruido extremadamente bajo
- Gran respeto al medio ambiente debido a la conformidad con TA Luft (Instrucción técnica sobre control de calidad del aire)
- Alto factor de seguridad debido a la doble carcasa protectora
- Dispositivo de monitoreo avanzado para rodamientos (E-monitor)
- Instalación en zonas peligrosas
Fluidos típicos para enfriar:
- Dióxido de carbono CO2
- Ammonia (NH3)
- Mezcla de éteres de bifenilo y difenilo
- Dibenzyltoluol
- Diferentes fluidos de freón, como:
- R-134a (C2H2F4)
- R-125 (CF3CHF2)
Información
Una tecnología para la vida cotidiana.
La refrigeración, los refrigerantes modernos o las cámaras frigoríficas templadas se han convertido en indispensables en nuestra vida cotidiana. Las bombas se utilizan en tecnología de refrigeración en varios puntos: en la industria alimentaria (almacenamiento en frío, enfriamiento y congelación con refrigerantes naturales y sintéticos), en la industria química (sistemas de refrigeración) o para sistemas de enfriamiento de aceite para transformadores.
Para sistemas más grandes, el refrigerante se dosifica a los evaporadores individuales. La presión resultante y el riesgo de formación de hielo allanan el camino para bombas herméticamente selladas sin sellos de eje. Durante el retorno al depósito, el medio es condensado por el vapor refrigerante comprimido y enfriado en el circuito del compresor y, por lo tanto, vuelve a un estado líquido.
Industrias


Bombas y sistemas de dosificación para plantas de destilación y aplicaciones en refinerías
El petróleo crudo debe limpiarse, descomponerse y transformarse (refinarse) hasta obtener los productos finales aptos para la venta (p. ej. gasolina, diésel, gasóleo para calefacción, lubricantes, propano, butano). LEWA le facilita bombas y sistemas de dosificación que se emplean en el proceso de refinación durante la dosificación química. Algunos ejemplos de las aplicaciones de nuestros productos en plantas de destilación, coquización, craqueo o visbreaking. Si desea más información, consulte a nuestros expertos.
More Details

Bombas y soluciones de dosificación para la industria química
Cuando en procesos de alta presión deben transportarse o dosificarse fiablemente suspensiones y fluidos críticos, peligrosos para el medio ambiente, tóxicos o inflamables, no hay alternativas frente a las bombas dosificadoras, bombas de membrana de proceso y sistemas de dosificación sellados herméticamente de LEWA. Las bombas selladas herméticamente de LEWA con presiones de hasta 1200 bar son la mejor opción para la fabricación de productos químicos intermedios y finales. ¡Póngase en contacto con nuestros expertos y permítanos asesorarle acerca de soluciones individualizadas con bombas o sistemas para aplicaciones químicas!
More Details

Bombas y sistemas para la industria alimentaria y de bebidas
LEWA facilita bombas y sistemas para la homogeneización y dispersión a las empresas productoras y constructoras de plantas de la industria de alimentos y bebidas, así como para otras operaciones de procesamiento en la industria alimentaria. Trabajamos con usted para planificar todas las operaciones técnicas fundamentales de los procesos, como por ej. transporte, dosificación, mezcla, calefacción y refrigeración, para que pueda procesar su producto crudo con eficiencia de costes.
More Details

Bombas y sistemas de dosificación para otras industrias
LEWA ofrece soluciones e informes a medida para casi todas las industrias en cuyos procesos se necesita la dosificación exacta o el bombeo fiable de fluidos. Como especialistas en el manejo de fluidos, tenemos también experiencia en áreas fuera de nuestros mercados clave.
More DetailsProductos
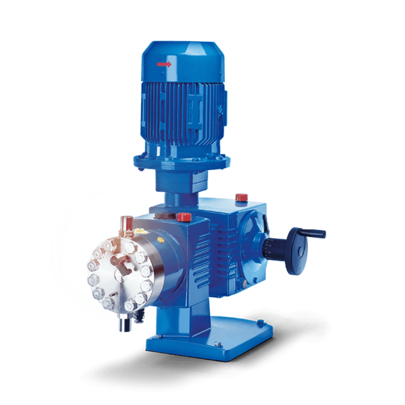
Bomba dosificadora de membrana LEWA ecoflow®
LEWA ecoflow es una innovadora bomba dosificadora universal con sistema de protección de membrana DPS en un sistema modular de eficacia probada. Adecuada para múltiples aplicaciones, la ecoflow es nuestro verdadero talento todoterreno en la que confían clientes de todos los sectores.
More Details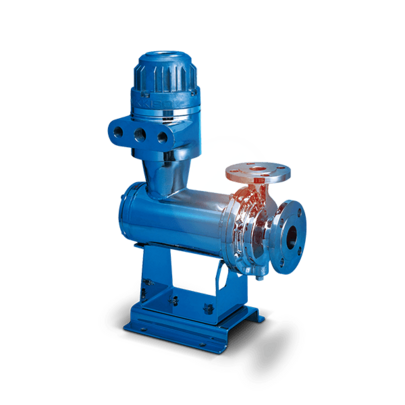
Bomba centrífuga con motor encapsulado Nikkiso Non-Seal
La bomba centrífuga con motor encapsulado Nikkiso Non-Seal ha sido especialmente diseñada para la industria química. Allí se utiliza para la dosificación de fluidos críticos. Para ello, la bomba centrífuga se diseña de acuerdo con API 685.
More Details